
Ferrous casting is a fundamental manufacturing process that involves pouring molten ferrous alloys (primarily iron-based alloys) into a prefabricated mold, followed by cooling and solidification to form castings with specific shapes, sizes, and mechanical properties.
As a core technology in the manufacturing industry, it is widely applied in various fields due to its cost-effectiveness, adaptability, and ability to produce complex-shaped components.
Ferrous Casting Main Types and Applications
| Type | Core Characteristics | Typical Applications |
| Gray Cast Iron | Flaky graphite, good shock absorption, easy processing, low cost | Engine blocks, brake discs, machine tool beds, pump casings |
| Ductile Iron | Spheroidized treatment, spherical graphite, excellent strength and toughness | Crankshafts, gears, high-pressure pipelines, manhole covers |
| White Cast Iron | High hardness, good wear resistance, extremely brittle | Grinding balls, mill liners, wear-resistant parts |
| Malleable Cast Iron | Annealed to obtain flocculent graphite, good toughness | Pipe fittings, brackets, agricultural machinery parts |
| Cast Steel | Low carbon content, high strength, good impact resistance | Heavy-duty structures, construction machinery, pressure vessels |
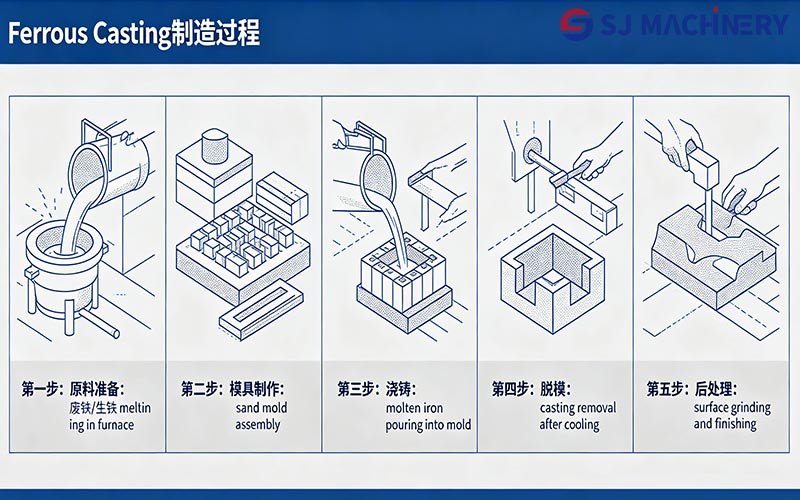
Process Flow of Ferrous Casting
Ferrous casting mainly refers to the casting production of cast iron and cast steel. The overall process flow is similar. The following is a sorted and clear production process, which is suitable for technical documents or communication with overseas customers.
I. Overview of the Overall Process Flow
1. Process Design & Mold Making
2. Molding / Core Making
3. Melting of Molten Iron / Molten Steel
4. Pouring
5. Shakeout and Cleaning
6. Heat Treatment
7. Finishing, Inspection and Warehousing
II. Detailed Step Description
1. Process Design and Mold Making
– Design the casting process according to the part drawing: determine the gating system, riser, shrinkage rate, wall thickness, etc.
– Make wooden molds/metal molds/plastic molds.
– For investment casting (precision casting), make wax patterns first.
2. Molding and Core Making
– Molding: Make the mold using molding sand, resin sand, sodium silicate sand, etc.
– Core making: Make the sand core to form the internal cavity structure of the casting.
– Assemble the mold and lock it for pouring.
3. Ferrous Casting Melting
– Melt pig iron, return scrap, and steel in equipment such as cupola and intermediate frequency electric furnace.
– Adjust the composition: carbon, silicon, manganese, sulfur, phosphorus and alloying elements.
– For ductile iron, spheroidization treatment and inoculation treatment are also required.
4. Ferrous Casting Pouring
– Pour high-temperature molten iron/molten steel (about 1350–1450℃ for cast iron, higher for cast steel) into the mold.
– Control the pouring temperature and speed to avoid blowholes, inclusions and insufficient pouring.
5. Shakeout and Cleaning
– After the casting is cooled, unpack and shake out to remove the molding sand.
– Cut off the gating system and riser.
– Remove surface oxide scale and burrs by shot blasting/sand blasting.
6. Heat Treatment
Both cast iron and cast steel usually require heat treatment to improve performance:
– Gray cast iron: Stress relief annealing
– Ductile iron: Annealing, normalizing, quenching and tempering
– Cast steel: Normalizing, tempering, quenching and tempering, etc.
Purpose: Improve strength and toughness, eliminate internal stress, and stabilize dimensions.
7. Finishing and Inspection
– Grind and correct deformation.
– Dimensional inspection and mechanical property testing.
– Non-destructive testing (UT/MT/PT, etc.).
– After passing the inspection, it can be machined or delivered directly.
III. Brief Summary (Suitable for External Expression)
Ferrous casting process is: Make mold first → Make sand mold → Melt iron/steel → Pour into cavity for cooling → Clean sand and remove gating system and riser → Strengthen by heat treatment → Inspect and deliver after passing.
Key Notes for Molding and Core Making in Ferrous Casting
In ferrous casting (including cast iron and cast steel), molding and core making are the two most critical processes that determine the appearance, dimensional accuracy, and internal defects of castings. Negligence in either process may easily lead to defects such as blowholes, sand inclusions, deformation, sand sticking, and dimensional deviation.
The following are the key points that must be noted in actual production, which are concise, practical, and suitable for inclusion in technical documents or communication with overseas customers.
Key Notes for Molding Process in Ferrous Casting
1. Control of Molding Sand Properties
– Maintain stable strength, air permeability, moisture content, and compactness of molding sand.
– Excessive moisture content will cause blowholes; insufficient moisture content will lead to poor collapsibility of molding sand and easy sand sticking.
– Insufficient air permeability will prevent gas from being discharged during pouring, resulting in blowholes and mold gassing.
2. Pattern (Mold) Handling
– The surface of the pattern must be smooth, and a parting agent/release agent should be properly applied to prevent mold sticking.
– Check the pattern size, fillet, and draft angle to avoid mold cavity damage during pattern drawing.
– Timely correct deformed patterns; otherwise, castings will have dimensional deviation.
3. Sand Filling and Compaction
– Compact the sand layer by layer to avoid local looseness or excessive hardness.
– Loose sand will cause sand washing, sand inclusions, and mold collapse.
– Excessively compacted sand will result in poor air permeability and blowholes.
– Focus on compacting corners and thin ribs to prevent sand washing.
4. Pattern Drawing and Mold Repair
– Draw the pattern stably and vertically to avoid scratching the mold cavity.
– Timely repair sand loss, cracks, and loose parts of the mold cavity.
– The surface of the mold cavity should be flat and smooth to reduce flash and burrs.
5. Gating, Riser, and Venting System
– The position, size, and direction of the gating system should be reasonable to avoid direct flushing of the molding sand.
– The riser should be properly arranged to ensure feeding and prevent shrinkage cavities and shrinkage porosity.
– The venting channel should be unobstructed to avoid air trapping and blowhole defects.
6. Mold Assembly and Positioning
– Ensure accurate positioning of the upper and lower molds to prevent mold shift and core deviation.
– Seal the mold assembly gap well to prevent metal runout and flash.
– Clean the floating sand in the mold cavity after assembly to avoid sand inclusions.
Key Notes for Core Making Process in Ferrous Casting
1. Core Sand Properties
– Core sand should have high strength, high temperature resistance, and good collapsibility.
– Cast iron and cast steel have high pouring temperatures; core sand with poor high-temperature resistance will cause sand sticking and sintering.
– Air permeability must be excellent, as cores are most prone to blowhole defects.
2. Core Reinforcement and Venting
– The core reinforcement (core wire) should have sufficient strength to prevent core deformation and fracture.
– Venting holes or venting channels must be drilled to ensure gas discharge.
– Poor gas discharge will lead to severe internal blowholes and pinholes in castings.
3. Core Size and Deformation
– Control the core size during core making to prevent warpage and deformation.
– Long and thin cores and cantilever cores should be supported to avoid floating and deviation during pouring.
– Core deviation will directly cause uneven wall thickness and scrapping of castings.
4. Drying and Surface Treatment
– Cores must be fully dried; moisture is the primary source of blowholes.
– Apply coating (graphite coating, zircon powder coating, etc.) on the core surface:
To prevent sand sticking;
To improve the surface finish of castings.
5. Core Setting and Fixing
– Set the core in the correct position to ensure uniform wall thickness of the casting.
– Fix the core firmly to prevent floating and deviation caused by the buoyancy of molten metal.
– Seal the core print gap to prevent metal runout and burrs.

Summary of Suijin Casting
In summary, ferrous casting is a reliable, efficient and cost-effective manufacturing process, which plays an important role in the global manufacturing industry and will continue to develop with the advancement of technology to meet the increasingly stringent quality and performance requirements of various industries.
The core points of molding and core making can be summarized in three sentences:
1. The properties of molding sand/core sand are stable, and the air permeability, strength, and high-temperature resistance meet the standards.
2. The mold cavity/core has accurate dimensions, uniform compaction, and unobstructed venting.
3. The mold assembly and core setting are accurately positioned and firmly sealed to avoid core floating, mold shift, and sand washing.




